






- 產品名稱:630噸焊絲擠壓液壓機-630噸伺服液壓機
- 推薦度:

焊條焊絲生產制造工藝很多人都不知道,這里我們就來為大家揭秘像焊絲焊條這樣的焊材是用什么機器設備生產制造的?又有怎么的特點?

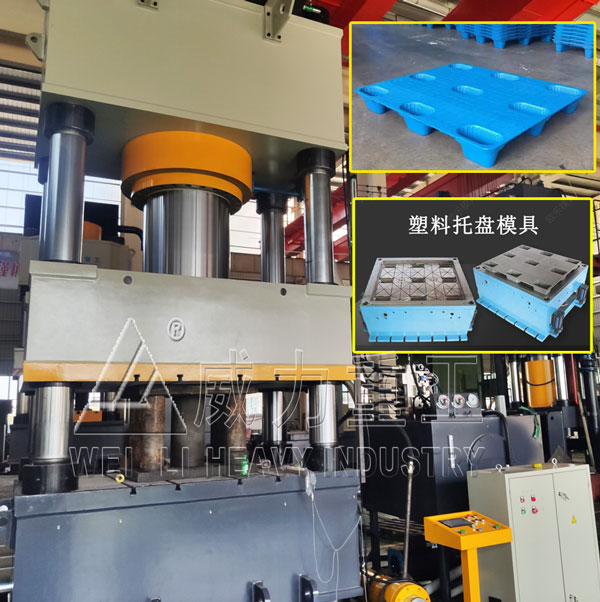
630噸焊絲擠壓液壓機-630噸伺服液壓機可以用來完成擠壓焊錫絲生產工藝,擠壓筒的預熱溫度,其后部不能低于55℃,模具部位應在100±5℃,要是高熔點合金還得適當提高。在焊絲擠壓過程中,擠壓溫度、擠壓壓力、擠壓速度等是關鍵因素。山東威力重工設計生產的這款630噸焊絲擠壓液壓機是根據客戶生產工藝要求設計生產,配PLC、伺服控制系統,壓力、速度、穩定等能夠更好的調節,使用方便。設備多采用實心鋼板式橫梁,并配備快速行程充液裝置,臺面小,結構緊湊,可用于金屬零件的冷、熱擠壓成型工藝。

630噸焊絲擠壓液壓機-630噸伺服液壓機的性能特點:
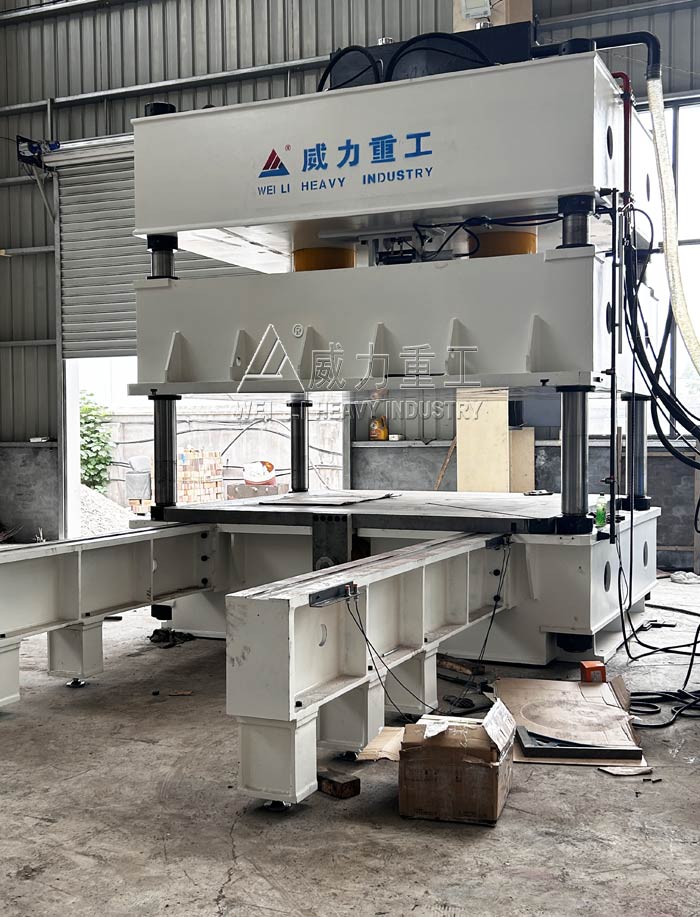
1、630噸焊絲擠壓液壓機-630噸伺服液壓機采用三梁四柱液壓機結構,大噸位,小臺面,結構緊湊,剛性好。
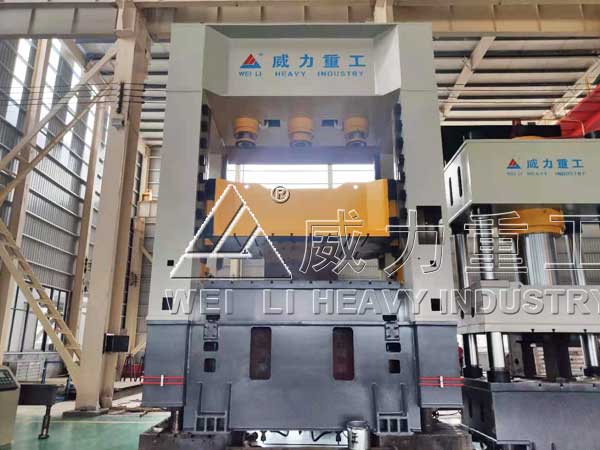
2、加長導向,導向精度高,剛性好,抗側向力強,特別適用于壓制精度高且不對稱的產品。
3、采用大通徑二通插裝閥控制,通油能力強、壓力損失小、可靠性強。
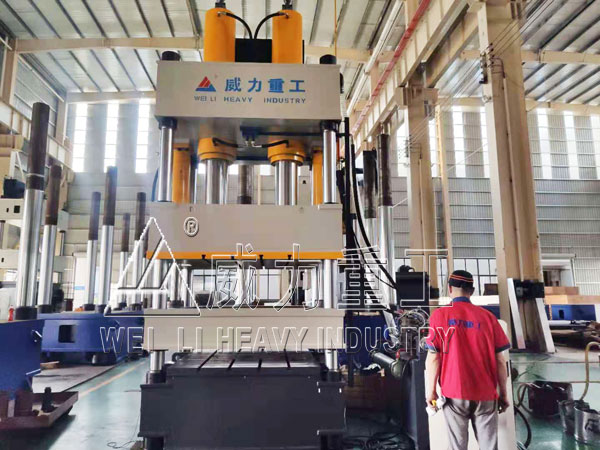
4、速度快,可達350mm/s,驅動采用伺服系統,能耗低,效率高。
5、電氣采用PLC控制,動作可靠,操作安全方便。
6、630噸焊絲擠壓液壓機-630噸伺服液壓機機架與活動工作臺導向精度高,剛性好,抗側向力強,特別適用于壓制為對稱的產品
7、油缸采用整體鍛打并經精密研磨,在高壓狀態下使用可靠性高
8、四柱采用高強度合金鋼制作,高頻淬火處理,表面鍍硬鉻,耐磨性好
9、630噸焊絲擠壓液壓機-630噸伺服液壓機的活動工作臺自上往下活動,有利提高工作效率和操作安全。

630噸焊絲擠壓液壓機的組成結構:
1、630噸焊絲擠壓液壓機-630噸伺服液壓機主要由主機、液壓控制系統、電氣控制系統三部分組成。 其中主機包括工作臺、導柱、滑塊、上缸、頂出缸等結構;四柱液壓機液壓系統由控制元件、執行元件、輔助元件、動力裝置、工作介質等組成;630噸四柱液壓機電氣控制控制系統主要由繼電器、接觸器、按鈕、行程開關、電器控制柜等組成。
2、630噸焊絲擠壓液壓機-630噸伺服液壓機機身構造由主油缸上橫梁(固定橫梁)、主油缸活動橫梁、下橫梁(作業臺)、4根主立柱、頂模缸固定橫梁、頂模油缸活動橫梁、4根副立柱、圓螺母拼裝在一起,4根主立柱經過4個圓螺母固定在作業臺上,主油缸上橫梁由8個螺母固定在4根主立柱的頂部,主油缸以反裝的方式裝在橫梁上;同樣,4根副立柱經過4個圓螺母固定在作業臺上,頂模油缸上橫梁由8個螺母固定在4根副立柱的頂部,頂模油缸以反裝的方式裝在橫梁上,并有滿足的預緊力,確保作業時,螺母與上、下橫梁不發生間隙和錯移。調整上梁的8個螺母,能夠確保630噸焊絲擠壓液壓機-630噸伺服液壓機裝在主油缸活塞桿上的活動橫梁與作業臺平行。

焊絲擠壓工藝流程步驟:
(1)、先對鎂合金鑄錠進行高溫均勻化處理;
(2)、在鑄錠完成均勻化退火之前1小時,將鎂合金焊絲擠壓模具和擠壓墊放入鎂合金鑄錠均勻化處理加熱爐中加熱;鎂合金鑄錠完成高溫均勻化處理后不出爐,直接調節加熱爐溫度至鑄錠擠壓溫度,使鑄錠、擠壓模具和擠壓墊在該溫度下保溫均熱1~3小時;
(3)、將保溫后的擠壓模具放入模座固定,鎂合金鑄錠放入630噸焊絲擠壓液壓機-630噸伺服液壓機的擠壓筒里,然后放入擠壓墊,進行擠壓操作,在630噸焊絲擠壓液壓機-630噸伺服液壓機設備出口處對剛出來的焊絲采用CO2氣體保護,直到焊絲冷卻到250℃以下時取消CO2氣體保護,再對焊絲進行卷曲并用風機吹風冷卻,即得鎂合金焊絲。

630噸焊絲擠壓液壓機操作前準備:
開始之前應做好要開機之基礎準備工作,而生產工藝中用到的助焊劑配制應在630噸焊絲擠壓液壓機-630噸伺服液壓機外熔化配制,上述工作完畢后,合上助焊劑桶蓋子,緊固后加氣壓2公斤進行焊錫絲生產。630噸焊絲擠壓液壓機-630噸伺服液壓機啟動后,應先驗證擠壓桿與簡體形腔之中心是否吻合,應走一次空行程。證實無誤后才能正式開機,同時也要驗證后行程開關是否可靠。
上一篇:上一篇:貨車敞車車門整形設備-630噸四柱液壓機
下一篇:下一篇:U型復合樹脂排水溝模壓液壓機-400噸500液壓機
相關產品: